Time : February 21, 2024
Nitrogen-containing stainless steel is a new type of corrosion-resistant bearing steel, with the brand name 40Cr15Mo2VN. Compared with traditional bearing stainless steel 9Cr18, nitrogen-containing stainless steel not only has a better contact fatigue life than 9Cr18 when its mechanical properties are equivalent, but its salt spray corrosion resistance is much better than 9Cr18. The hardness requirement of nitrogen-containing stainless steel after heat treatment is ≥58HRC. After heat treatment, the surface hardness of a certain type of nitrogen-containing stainless steel bearing ring was found to be 55~56HRC, which is lower than the standard requirement.
The ferrule processing technology is: blanking → forging → turning → heat treatment.
1.Physical and chemical testing methods
Select the heated ferrule and the machined ferrule, and make a metallographic sample by transverse wire cutting. The cross-section of the sample is the observation surface of the metallographic structure. The metallographic samples were mechanically ground and polished and then etched with saturated picric acid alcohol solution. The microstructure and carbide distribution morphology were observed with a Zeiss M2M metallographic microscope and a JEOL JSM-6610 scanning electron microscope. Nitrogen element was measured using ONH-2000 oxygen and nitrogen analyzer, and other elements were measured using ARL4460 direct-reading spectrum analyzer.
(1) Hardness inspection
Test the Rockwell hardness of the sample surface and the center area of the section respectively. The surface hardness is 55~56HRC and the cross-section hardness is 58~59HRC. The hardness requirement of nitrogen-containing stainless steel after heat treatment is ≥58HRC. The surface hardness is lower than the technical requirements and the cross-section hardness meets the technical requirements. Require.
(2) Comparison of quenched and tempered structures
After heat treatment of nitrogen-containing stainless steel, the microstructure should be tempered martensite + a small amount of primary carbides + dispersed secondary carbides.
The heat-treated ferrules were wire-cut to make metallographic samples, which were corroded by saturated picric acid alcohol solution and observed under a metallographic microscope and a scanning electron microscope respectively. The quenched and tempered structure of the normal area is shown in Figure 1. The spherical carbides are dispersedly distributed on the martensite matrix. The quenched and tempered structure of the area close to the surface is shown in Figure 2. Compared with the normal area, the carbide distribution is greatly reduced, and The martensite structure is abnormal and grain boundaries appear.
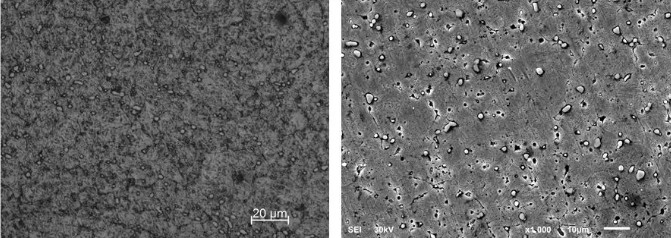
Figure 1: Normal area quenching and tempering structure
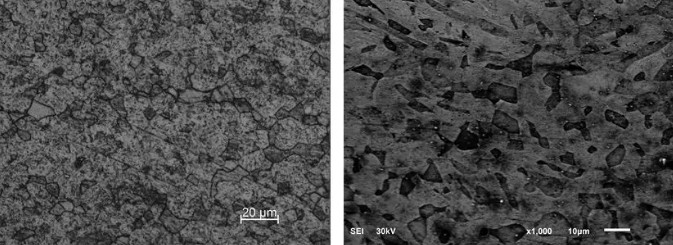
Figure 2 Quenching and tempering structure near the surface area
(3) Comparison of annealed structures
Metallurgical samples were made from the same batch of ferrules after machining and before heat treatment. After corrosion, they were observed under a metallographic microscope and a scanning electron microscope. The spheroidized annealing structure in the normal area is shown in Figure 3. Fine spheres are evenly distributed in the normal area. and granular carbides; the spheroidized annealing structure near the surface of the ferrule is shown in Figure 4. Compared with the normal area, the distribution of carbides near the surface is significantly reduced, and some are distributed in a chain shape, similar to the annealed twin-like carbonization of 9Cr18 steel. things.
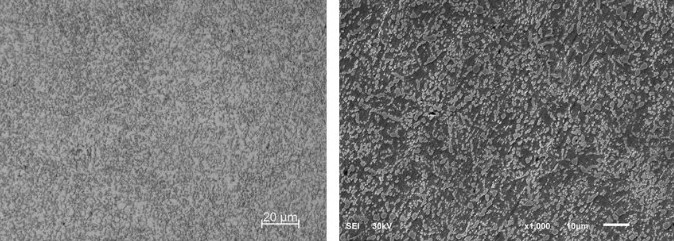
Figure 3: Normal area annealing structure
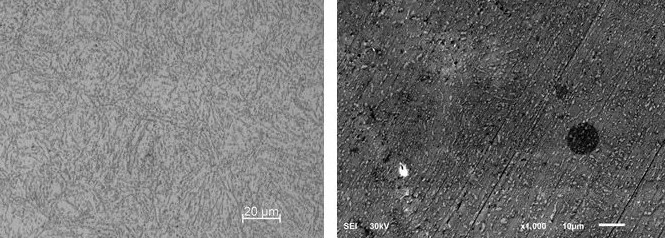
Figure 4: Annealed structure near the surface area
(4) Surface carbon content
The ARL4460 direct-reading spectrum analyzer was used to detect the carbon content on the surface of the ferrule after quenching and tempering. The WC was about 0.20%, which was lower than the standard value.
Review the processing technology and processing equipment status of this batch of ferrules. The heat treatment and forging process parameters meet the relevant requirements. The heat treatment uses vacuum furnace heating and quenching, and the equipment operation records are normal. The forging is heated by a box-type electric furnace. Due to damage to a resistance band of the electric furnace, the heating furnace heats up slowly. The forging blank is kept warm in the furnace for too long, causing its carbon depletion depth to exceed the normal required range. There is depleted carbon residue on the surface of the ferrule after turning, which leads to a reduction in surface hardness after heat treatment.
(1) The reason for the low surface hardness of the ferrule is due to carbon deficiency. The reason for carbon deficiency is the failure of the forging heating furnace.
(2) The abnormal quenching and tempering structure of the ferrule surface is related to the chain carbides in the annealed structure, which will increase its brittleness.
2024 February 4th Week XZBRG Product Recommendation:
The structure of deep groove ball bearing is simple, and it is easy to achieve higher manufacturing precision compared with other types, so it is convenient for series and mass production; The manufacturing cost is also low, and the use is extremely common. Deep groove ball bearings are the most widely used bearing type and are extremely versatile. They have low friction and are optimized for low noise and low vibration to achieve high speeds.
http://xinzhou.bearingshow.net/product-cat/deep-groove-ball-bearings/
