Time : diciembre 28, 2023
Abstract: The characteristics of TiCN material are analyzed. 160 # / 180 # alumna grinding wheel with ceramic agglutinative agent is preliminarily selected for the process of raceway of bearing rings ,120 # / 160 # and 160 # / 180 # wheel for rough grinding and fine grinding of side faces and inner diameter and outer diameter of rings respectively. The Machining technology is working – out for rings made of ceramic – metal.
Key words: TiCN ceramic – metal;rolling bearing;ring;grinding;technology
One of the main methods for processing engineering ceramic materials is grinding. Due to the high hardness of engineering ceramic materials, micro cracks and other defects are prone to occur during the processing. At the same time, grinding wheels are expensive, grinding efficiency is low, and processing costs are high (general processing costs account for 65% to 90% of the total cost). Therefore, it is very important to develop appropriate processing techniques and process ceramic parts with high quality, efficiency, and low cost as much as possible.
The characteristics of grinding structural ceramic materials: ① The grinding force ratio is large (about 3-14) [1], which is much higher than the grinding force ratio of ordinary grinding wheels (about 1 6-1.9), with high grinding resistance and low processing efficiency. ② The hardness of the material is high, and the grinding ratio is much smaller than that of steel. At the same time, the cost of abrasive tools is high, resulting in high processing costs.
The grinding process and surface quality of structural ceramic materials are different from those of metal materials and ordinary brittle materials. The characteristics of high hardness, high strength, and certain brittleness of structural ceramic materials determine that their grinding process is mainly characterized by brittle fracture, accompanied by elastic scratches, plastic flow deformation, and other phenomena, making it difficult to control the surface quality of grinding.
Diamond grinding wheels are commonly used for grinding structural ceramics. With the improvement of material properties, the research on new grinding methods for structural ceramics has also attracted increasing attention from researchers. Currently, new methods that can be used for structural ceramic grinding include constant pressure grinding and ELID mirror surface grinding.
TiCN ceramics are Ti (C, N) based ceramics. Compared to metals, they are similar to commonly used structural ceramics and have properties comparable to hard alloys. They have characteristics such as high temperature resistance, high hardness, corrosion resistance, and low coefficient of expansion.
2.1 Selection of grinding wheel
Due to the advantages of high bonding strength, high stiffness, good heat resistance and wear resistance, and no fear of moisture, ceramic bonded alumina grinding wheels are selected to process the inner and outer ring grooves of TiCN metal ceramic bearings. As metal bonded diamond grinding wheels are commonly used for rough and fine grinding of hard alloys and ceramics, metal bonded diamond grinding wheels are used for the end face and inner and outer diameters of TiCN metal ceramic rings. The particle size of the grinding wheel has an important impact on the surface quality and grinding efficiency of the machining process. In the preliminary test, the diamond grinding wheel with a particle size of 230 #/270 # has severe blockage when grinding TiCN metal ceramics. Therefore, the diamond particle size of the inner and outer diameters and end faces of the rough grinding ring is 120 #/140 #, and the particle size of the fine grinding grinding grinding wheel is 160 #/180 #; The particle size of the inner and outer groove grinding wheel is 160 #/180 #.
2.2 Grinding process for TiCN metal ceramic bearing rings
Taking 6205 bearing as an example, the main machining surfaces of its inner and outer rings include two end faces, inner and outer diameters, and inner and outer ring grooves. Among all machining surfaces, the requirements for the inner and outer ring grooves are the highest, and the quality of groove machining directly affects the operational performance of the bearing.
Due to the non-magnetic nature of TiCN metal ceramic ferrules, the machining of ferrule channels requires the design of specialized pneumatic fixtures, which have complex structures and high precision requirements. During the trial production of TiCN metal ceramic ring, the structure shown in Figure 1 was adopted. A thin bearing steel ring was bonded to one end face of the TiCN metal ceramic ring to facilitate magnetic adsorption and clamping on the channel grinder, achieving channel processing.

Figure 1 Schematic diagram of ceramic to steel bonding
Outer ring processing technology (Figure 2): Grinding one end face of the steel ring as the reference for subsequent processing → Positioning the ceramic end face with the steel end face → Positioning the outer circle with the steel end face and clamping the inner diameter to the size → Positioning the outer diameter to the size with the steel end face and inner circle → Positioning the steel end face and outer diameter, magnetic adsorption processing of the outer ring channel → debonding → Grinding the debonded ceramic end face to the size.
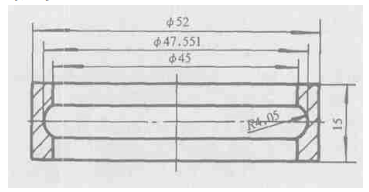
Figure 2 Dimensions of TiCN metal ceramic outer ring
Inner ring processing technology (Figure 3): Grinding one end face of the steel ring as the reference for subsequent processing ϖ Positioning and machining ceramic end faces with steel end faces ϖ Positioning the outer circle with a steel end face and clamping it to roughly grind the inner diameter ϖ Steel end face and inner circle positioning precision grinding outer diameter to size ϖ Steel end face and outer diameter positioning, magnetic adsorption machining of inner ring grooves ϖ Debonding ϖ Grind off the adhesive ceramic end face to size.
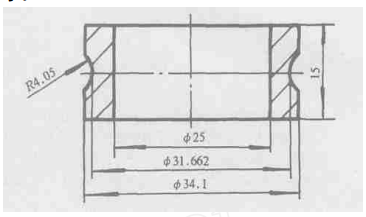
Figure 3 TiCN Metal Ceramic Inner Ring Dimensions
The grinding of the inner and outer raceways of TiCN metal ceramics is carried out using ordinary alumina grinding wheels, with the following grinding parameters:
Outer ring groove grinding parameters: grinding wheel speed 18 m/s, workpiece speed 120 r/min, radial feed rate rough grinding 0 05 mm/min, precision grinding 0 005 mm/min.
Inner ring groove grinding parameters: grinding wheel speed 25 m/s, workpiece speed 120 r/min, radial feed rate rough grinding 0 05 mm/min, precision grinding 0 008 mm/min.
The grinding parameters for grinding the end face and inner and outer diameters of the ring with a diamond grinding wheel are as follows.
End face grinding parameters: grinding wheel speed of 25 m/s, workpiece speed of 12 mm/min, vertical feed semi precision grinding 0 015 mm, precision grinding 0 01 mm, cross feed semi precision grinding 2 mm/s, precision grinding 1 mm/s. Outer diameter grinding parameters: grinding wheel speed of 25 m/s, workpiece speed of 12 m/s, radial feed semi precision grinding 0 015 mm/min, precision grinding 0 005 mm/min, longitudinal feed semi precision grinding 1 m/s, precision grinding 0 5 m/s.
Inner diameter grinding parameters: grinding wheel speed of 20 m/s, workpiece speed of 16 mm/min, radial feed semi precision grinding 0 01 mm/min, precision grinding 0 005 mm/min, longitudinal feed semi precision grinding 2 mm/s, precision grinding 1 mm/s.
We chose a grinding wheel for processing TiCN metal ceramic rings, developed a grinding process for TiCN metal ceramic rings, and produced TiCN metal ceramic rings. If mass production is to be carried out, further improvement of the ring processing technology is needed to adapt to the mass production of rings.
2023 December 5th Week XZBRG Product Recommendation:
Rodamientos de rodillos cónicos de cerámica completos:
El rodamiento de rodillos cónicos de cerámica se refiere al rodamiento de rodillos de empuje radial con rodillo cilíndrico.
Pertenece al tipo de rodamiento de separación, el anillo interior y exterior del rodamiento tienen una pista de rodadura cónica.
Los rodamientos de rodillos cónicos de una hilera pueden soportar cargas radiales y cargas axiales simples.
Cuando el rodamiento soporta una carga radial, se generará una fuerza componente axial, por lo que se necesita otro rodamiento que pueda soportar la fuerza axial en la dirección opuesta para equilibrarlo.
https://www.xzballbearing.com/product/full-ceramic-tapered-roller-bearings/

Rodamiento de rodillos cónicos de una hilera de circonio