Time : Agosto 28, 2023
Abstract: Using ceramics as a rolling bearing material can expand the range of use of bearings, enabling them to reach the highest operating speed. Ceramic bearings can be applied in special fields without lubrication or medium lubrication, as well as in working environments such as corrosion resistance and heat resistance. However, corresponding manufacturing processes and new standards for component assembly must be adopted in order to fully utilize the advantages of ceramics.
Keywords: ceramic bearings; Hybrid bearings; Performance; application
In conventional bearings, lubricants are required to completely isolate the moving surfaces from each other to avoid severe wear. If the bearing operates under insufficient lubrication conditions, the requirements for the material are extremely high. Firstly, high hardness and low adhesion wear are required. In addition, the material cyclic load requires the material to have a uniform organizational structure. The high hardness and wear resistance of ceramics enable their excellent application in rolling bearings.
Ceramic bearings can be divided into two basic types. Hybrid ceramic bearings only have rolling elements made of silicon nitride, and rings made of steel or special metal materials (stainless steel, high-speed tool steel, or nickel based metal). And all ceramic bearings are generally made of ceramics except for the cage, and almost only silicon nitride is used. Recently, zirconia (ZrO2) with high mechanical strength and localized stabilization treatment has also been used in specific applications.
The cage is mainly made of high-temperature plastic, especially PEEK, which has outstanding stability and can also be used in corrosive media. Bearings made of these materials can be used at high temperatures of 250 ℃. The use of PEEK or PI with molybdenum disulfide solid lubricant provides additional good friction performance under non lubricated operating conditions. The use of heat-resistant steel and nickel based alloys can reach temperatures of 500 ℃ and above. When the temperature is higher, bearings without cages are used.
Hybrid ceramic bearings have greatly improved their performance due to the optimization of material pairs. The use of silicon nitride rolling elements in hybrid ceramic bearings can greatly increase the rotational speed, as the centrifugal force of the silicon nitride ball on the outer ring raceway is reduced by about 60%, thereby improving rolling motion. As the speed increases, the rotational friction of high-speed hybrid spindle bearings is significantly lower than that of steel bearings, so hybrid spindle bearings can reduce bearing friction and heat generation. Due to its advantageous material pair, hybrid ceramic bearings can be lubricated with lean oil or long-life grease, greatly improving their lifespan. In addition, hybrid ceramic bearings also have insulation effects, which can become an important standard for use in motors.
All ceramic bearings can fully utilize their advantages in certain application fields due to their low material density and high hardness. All ceramic bearings have the following outstanding properties: high temperature resistance, corrosion resistance, wear resistance, lubrication free operation, medium lubrication, light operation, light structure, insulation and non magnetism.
At present, the use of hybrid ceramic bearings and all ceramic bearings in many applications can greatly expand the range of bearing applications, while also exploring completely new application fields that cannot be met by conventional materials up to now. So currently, ceramic bearings are used in non lubricated vacuum pumps, water lubricated compressors, high-speed turbines, sterile beverage equipment and food weighing systems, exhaust fans used in pharmaceutical, chemical, and semiconductor manufacturing, robotic arms used in chip manufacturing, nitrogen and hydrogen pumps, racing gear and wheels, and aerospace equipment.
At present, all types of bearings can be made of ceramics, with bearing sizes ranging from an inner diameter of 6 mm to an outer diameter of 200 mm. Considering material factors, the manufacturing of ceramic bearings is significantly different from conventional bearings produced in large quantities. The blank of ceramic bearings is sintered, usually using hot isostatic pressing sintering (HIPSN) and gas pressure sintering (GPS SN), and as a ring, it is also surrounded by a non-uniform sintered layer. Considering the shrinkage caused by sintering, only very limited workpiece size and shape accuracy can be given first.
Ceramic bearings do not require expensive grinding and hard machining, but require special diamond grinding tools and corresponding processing techniques to complete. The purpose of this machining process is to completely eliminate the sintered layer of the bearing ring, so it is necessary to remove large machining allowance, especially for larger bearing rings, which requires a longer time. Due to the high elastic modulus and the inability to reduce stress concentration through plastic deformation, the machining accuracy of ceramic bearing parts is extremely high, as shown in Figure 1.
The standard accuracy of ceramic bearings is ISOP5 or AB EC5. To ensure this accuracy, computer numerical control grinding machines that are particularly suitable for ceramic processing requirements are used for processing.
The high precision and high processing costs of materials and their processing require new quality assurance measures to be taken for material incoming inspection and structural component inspection. For the needs of early defect inspection, a high sampling rate is mostly used until reaching 100% inspection to ensure high quality.
Due to the high cost of materials and processing, hybrid ceramic bearings are currently 3-5 times more expensive than conventional bearings, while all ceramic bearings are 10-25 times more expensive. However, for this situation, other potential factors should be considered: for example, using hybrid ceramic bearings can turn oil mist lubrication into cheap long-term grease lubrication, or in applications where specific supports can only be used such as non lubricated operation, The use of ceramic bearings can significantly save costs.
As the batch size increases, it is expected that the cost of ceramic bearings will also decrease in the future.
When designing ceramic bearings, it is also important to distinguish between hybrid ceramic bearings and all ceramic bearings.
3.1 Design of Hybrid Ceramic Bearings
Hybrid ceramic bearings generally operate under fully lubricated conditions, so they are mostly designed based on rated load and fatigue life. There is no standard life calculation method for hybrid ceramic bearings yet. The closest calculation is based on the provisions of DINISO76 (rated static load) and DINISO281 (rated dynamic load and rated life). The bearing manufacturer has provided the corresponding rated load for this purpose. However, it should be considered that due to the high stiffness of silicon nitride rolling elements, the failure rate is lower than that of steel bearings with the same structure. Generally speaking, for hybrid ceramic bearings, their fatigue strength is secondary compared to wear strength and lubricant service life. From the practical application of hybrid ceramic bearings in machine tools and textile spindles, it can be seen that due to the improved friction performance during grease lubrication, the service life has been increased by 2-4 times.
3.2 Dynamic load of all ceramic bearings
All ceramic bearings are used in partially lubricated or non lubricated applications. At this point, there are other conditions that cannot be adapted when using general life calculation methods. Friction research and simulation calculations have shown that the contact stress that causes damage is directly related to the lubrication capacity of the environmental medium. Although hybrid ceramic bearings and all ceramic bearings are less prone to adhesion wear due to insufficient lubrication due to material pairs, the tangential stress on the contact between the rolling element and raceway is also high. When running without lubrication, high tensile stress will be generated on the surface of the raceway at the contact point, which increases the failure of structural components by generating cracks. Therefore, according to lubrication conditions (no lubrication, medium lubrication), the allowable Hertz contact stress level that can deduce the dynamic load capacity of the bearing should be used as the standard. The rated dynamic load of all ceramic bearings cannot be calculated at present. Instead, the bearing dynamic load capacity Pdyn related to lubrication refers to the radial load that a sufficient number of identical bearings can withstand up to 90% of their lifespan of 1 billion revolutions. Due to the significant relationship between the dynamic load capacity of all ceramic bearings and the viscosity of the lubricating medium, the corresponding range is given, as shown in Table 1.
Table 1 Dynamic load of ceramic bearings calculated from the maximum allowable surface pressure P0 at rolling contact
| Lubricant viscosity/ mm2·s-1 | hertzian stress/MPa |
| 46 (oil, grease) | ≤2,400 |
| 0. 4 (water ,80 ℃) | ≤1,500 |
| 0 (non lubricated operation) | ≤1,000 |
3.3 Static load of all ceramic bearings
The rated static load C0 of all ceramic bearings can be calculated. The calculated Hertz pressure generated by the radial load of the bearing between the rolling element and the raceway that bears the maximum load is 4000 MPa. Unlike steel bearings, ceramic bearings do not produce plastic deformation between the rolling element and the raceway under this load, so they can maintain stable operation of the bearings at all times. Research on the load-bearing capacity of silicon nitride shows that raceway damage (crack formation) can only occur when the surface pressure reaches approximately 6000 MPa. This increases the critical surface pressure by 50%. Due to the nonlinear relationship between load and generated contact pressure, the load capacity is significantly improved. Therefore, the rated static load of silicon nitride ceramic bearings can provide 2-4 times the overload resistance reliability of steel bearings.
Hybrid ceramic bearings and all ceramic bearings, like conventional bearings, can basically be lubricated with ordinary lubricants. Its special material pair and high hardness enable ceramic bearings to significantly expand their range of use from fully lubricated to non lubricated. In addition to the commonly used lubrication types for bearings, they can also be used for completely different lubrication conditions, such as in the field of processing technology, food industry, or semiconductor manufacturing equipment. As mentioned earlier, the synthetic stress of rolling bearings varies significantly with different lubricating media, so they must be divided into three lubrication states: fully lubricated, medium lubricated, and non lubricated. Except for other harsh boundary conditions such as high temperature, low temperature, pollution, and corrosion, these three lubrication states are typical limit cases. Figure 2 shows the friction coefficient obtained through experiments on a 6006 mixed deep groove ball bearing made of stainless bearing steel X102CrMo17 ring and silicon nitride ball according to DIN625. The bearing bears an axial load of 300 N or 600 N. The measurement results indicate that there is a clear relationship between friction performance and lubrication state based on the friction coefficient curve.
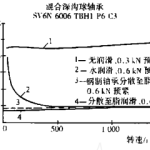
Figure 1 Relationship between friction, environment, and lubricating medium
In bearing technology, the so-called “friction coefficient” of bearings is generally given, which is defined as follows:

In the formula, d – bearing inner diameter
Fr – radial load
Fa – Axial load
M – Friction torque
For deep groove ball bearings, it is provided in relevant literature μ = 0. 001 5; For angular contact ball bearings, μ= 0.002. This friction coefficient is only an approximate value and only applies to general loads (C Π P=0 1) Only applicable under oil lubrication, medium speed, and load direction conditions suitable for bearings. The friction coefficient obtained from the experiment shown in Figure 2 is actually 0 001 5-0 Within the range of 002. When running without lubrication, the friction coefficient increases to 0 009-0.010, almost an order of magnitude higher.
The high contact friction without lubrication has a significant impact on the total friction of the bearing, and the frictional losses and heating problems caused by this must be considered. It is worth noting that the friction coefficient under water lubrication is similar to the value without lubrication when the speed is very low. As the bearing speed increases, the friction torque decreases, ultimately reaching almost the value under grease lubrication. This type of friction coefficient curve change, similar to the Stribeck curve, reflects the characteristics of rolling gap contact friction changes when forming a lubricating film that can at least partially bear load. This phenomenon also occurs when lubricated with oil or grease, but due to its high lubrication capacity, it can move towards very low speeds.
Compared with all ceramic bearings, hybrid ceramic bearings generally have similar friction performance in both medium lubricated and non lubricated operation. However, during long-term non lubricated operation, due to the high wear resistance of all ceramic bearings, only all ceramic bearings are generally used.
A design scheme to reduce rolling contact friction is usually adopted within the range of medium lubrication and non lubrication. Applying soft coatings (MOS2, Ag) and hard carbon layers (a: CH) to hybrid ceramic bearings can greatly reduce bearing friction and improve bearing capacity when working without lubricants. Adding additives such as boron nitride (BN) and titanium nitride (TiN) to silicon nitride ceramic balls and ferrules can also achieve the same goal.
In addition to bearing design, when using ceramic bearings, the selection of bearing type, bearing configuration, and structure plays an important role in support design, while the thermal expansion coefficient of silicon nitride is only 10% to 30% of that of steel. This requires a structural design that is compatible with ceramics. Flexible parts are generally used between bearings and related parts such as shafts and bearing seats. When the accuracy requirement is not very high, use a special tolerance compensation ring for non cutting machining. When the temperature is high and high-precision requirements need to be met, a precise calculation method that can only achieve its design value at the working temperature can be considered.
When there is no lubrication, special requirements are put forward for rolling bearings, which lack lubrication related functions such as heat, vibration reduction, and to a certain extent, rust prevention. In non lubricated rolling bearings, it is particularly important to consider thermal balance and the damping effect of the missing lubricant. Non lubricated bearings operating in vibration systems are designed for installation without clearance, which is particularly suitable for medium to high speeds and for deep groove ball bearings or angular contact ball bearings that use springs as axial preloads.
The local frictional heat is generally at ndm=6 × 10 4 mm · r Π When the speed is min, it will cause significant wear in the contact of the cage rolling element. Therefore, when the speed is high, solid cages with a large wear reserve are often used instead of the commonly used crown or chrysanthemum shaped cages. Therefore, in order to effectively solve the existing problems, it is not enough to only replace existing bearings with ceramic bearings. In practice, there is usually close collaboration between bearing producers and bearing users to develop appropriate solutions according to specific requirements.
To illustrate the use of hybrid ceramic bearings and all ceramic bearings, the following are examples.
6.1 Application of Hybrid Ceramic Bearings
In processing technology, in order to improve productivity, it is necessary to increase the speed, such as milling and grinding spindles. The bearing speed determines the production efficiency of the entire machine tool. To achieve this, it is necessary to use bearings with smaller operating tolerances and smaller rolling elements, especially hybrid ceramic bearings. Compared with conventional bearings, hybrid ceramic bearings significantly increase their ultimate speed due to their lightweight silicon nitride balls or rollers and high accuracy, achieving today’s best results. Compared with steel bearings of the same type, the maximum speed increases by 25% to 30%. The limit speed parameter ndm=8 for grease lubrication of conventional bearings in the past × 10 5 mm · r Π Min, using hybrid ceramic bearings can achieve ndm=1 × 10 6-1 three × 10 6 mm · r Π Min.
When the temperature is high, such as when a compressor or vacuum pump experiences high temperatures due to external heat, corresponding additional measures should be taken: use heat-resistant steel such as AISI440C to manufacture bearing rings that do not deform under continuous high temperatures; Manufacturing cages with PEEK, with excellent heat resistance strength; With the appropriate fit and pre tightening selection between the bearing ring and adjacent structural parts, high-speed grease lubrication support can achieve long service life.
The aerospace field is the application field with the highest requirements for bearing technology. The fuel pump used in the main transmission system of the space shuttle adopts a rolling support, and the high-speed rotating support is lubricated with liquid oxygen or liquid hydrogen. The conventional bearings currently used have a reliable operating time of only a few minutes under these extremely unfavorable boundary conditions, so they must be replaced after each flight, and the cost of replacement is enormous. Hybrid ceramic bearings using silicon nitride cylindrical rollers can be used for multiple flights without the need for replacement, which greatly reduces usage costs.
6.2 Application of all ceramic bearings
Corrosion, high temperature, medium lubrication, and non lubricated operation are typical usage conditions that conventional bearings cannot meet. Therefore, the use of all ceramic bearings can be considered here.
For example, continuous galvanizing is used for strip steel, which requires a high surface quality coating. From the current technical level of roller supports operating in hot molten liquid at around 500 ℃, the use of sliding bearings currently cannot achieve satisfactory durability. In addition, as wear increases, accuracy becomes increasingly poor and friction torque is higher. Experiments using large silicon nitride full roller cylindrical roller bearings have demonstrated the applicability of ceramic materials, with the advantages of high guiding accuracy and low rolling resistance, thus ensuring good product quality.
For chemical pumps and mixers, they should be tightly sealed for reliability or absolute cleanliness reasons. This is the case for pumps that transport corrosive media such as acids, lyes, or molten metals, as well as pumps used in the food industry that do not allow contamination by lubricants. The main problem with using a fully sealed magnetic transmission device with its output cavity to drive the pump rotor in a sealed pump is that the pump rotor bearing is placed in the medium and must operate under non lubricated conditions.
A support scheme consisting of a set of deep groove ball bearings and a set of cylindrical roller bearings has been specially developed for sealed chemical pumps. The deep groove ball bearings are used as axial positioning bearings, cylindrical roller bearings are used as axial floating bearings, and bearing cages are manufactured using PEEK. This structural design is suitable for long-term use at temperatures around 240 ℃, with the advantage of using rolling bearings to achieve precise guidance of the pump shaft. In addition, ceramic rolling bearings can also operate without lubrication when the fluid flow is interrupted (which may occur in practical applications), while ceramic sliding bearings operate poorly. This way, the pump has high reliability while also eliminating the need for monitoring the lubrication level gauge, which is necessary when using sliding bearings. A portion of this support has been supplied as an installed system by the rolling bearing manufacturer, so for users, the unitization of ceramic bearings has been completed.
Like the chemical pump mentioned above, the driving device of the agitator in the fermentation barrel also uses an electromagnetic clutch. Such a device must be able to disinfect, which can be treated with hot steam. Here, all ceramic bearings can be used without lubricants, and it has the ability to resist hot steam corrosion caused by disinfection treatment. In terms of the corrosion resistance of ceramic bearings, according to the current level of understanding, only a few media such as hydrofluoric acid, a certain concentration of sulfuric acid, and superheated water (hydraulic hot corrosion) can cause serious problems to silicon nitride. Research on the corrosion resistance and load-bearing capacity of ceramic bearings has shown that for alkaline or acidic media, the corrosion resistance of silicon nitride can be improved by adding corresponding additives.
More about XZBRG Silicon Carbide (SIC) Ceramic Bearings:
Full ceramic ball bearings constructed entirely of ceramic material. Inner/outer races and balls are made of either Silicon Nitride (Si3N4), Zirconium Oxide (ZrO2) or Silicon carbide (SiC). They are available as full complement (no cage) or with a cage made from PEEK or PTFE. Full ceramic bearings are for medium load and medium speed applications. It is not possible to achieve the inner and outer ring roundness that is found with precision steel bearings so full ceramic bearings have lower speed ratings.
Silicon Carbide (SIC) Ceramic Bearings have exceptional wear and thermal shock resistance for high-stress environments in various industries.
