Time : Settembre 14, 2023
Abstract: the important properties of engineering ceramics, bearing steel and other materials are analyzed in time ratio, and the production technology and testing means of ceramic bearings are analyzed. The application prospect is introduced, and the feasibility and importance of using engineering ceramics in bearing manufacturing are demonstrated.
Key words: engineering ceramics, bearings, non-destructive testing

Engineering ceramics is a new engineering material developed in recent years. Because it not only has the characteristics of high temperature resistance, wear resistance and corrosion resistance of traditional ceramics, but also has excellent characteristics such as high strength and high toughness, it has broad application prospects in the cutting-edge fields of national defense such as aerospace and industries such as machinery, metallurgy and chemical industry. At present, all industrialized countries in the world are investing a lot of manpower and funds in the research of various new engineering ceramic materials, Ceramic bearing is one of the most creative inventions among them. Because of its excellent performance and broad development prospects, ceramic bearing has become a hot spot in the development and application of high and new technologies in the world and a symbol of the material technology revolution in the mechanical industry.
Ceramic is a polycrystalline material, which is composed of different crystal lattice structures in the form of covalent bond, ionic bond or a mixture of the two, which determines that it has special properties that other materials such as metals do not have, that is, it has the characteristics of high temperature resistance, high hardness, wear resistance, corrosion resistance, low expansion coefficient and light weight
1.1 Hardness and strength
The hardness of general engineering ceramics is more than twice that of metals, which determines that it has good wear resistance. The strength of ceramic materials is affected by such organizational factors as porosity, grain size and grain boundary phase content. Secondly, in order to improve the strength of ceramic materials, in addition to controlling the above organizational factors, composite and toughening methods can be used to improve the strength, Therefore, the strength of ceramic materials can be changed. The biggest feature of engineering ceramics is that the high-temperature strength is much higher than that of metal, and its compressive strength is very high, almost ten times that of metal materials.
1.2 Heat resistance
Engineering ceramics generally can withstand a high temperature of 1 ℃ and maintain high hardness and strength under high temperature conditions, and have good thermal shock resistance. Therefore, for bearings used in high temperature environment, this characteristic is very advantageous.
1.3 Density
Compared with metal materials, the density of ceramic materials is only 1/2~1/3 of that of ordinary steel. This characteristic of density reduces the weight of the bearing and can restrain the increase of rolling element load caused by centrifugal force when the bearing rotates at high speed.
1.4 Modulus of elasticity
The elastic modulus of engineering ceramics is much higher than that of metal, about times that of bearing steel, so the elastic deformation of relative load is small and the rigidity of relative load is high. If ceramic bearings are used for machine tool spindles, high rigidity is a very important characteristic.
1.5 Corrosion resistance, non-magnetism and insulation
The corrosion of steel bearings is a big problem for machines used in chemical, food, marine and other departments. For example, steel bearings used in traction motors of railway vehicles will produce electric corrosion. When steel bearings are used in strong magnetic environment, the fine powder worn from the bearings themselves will be adsorbed between the rolling elements and the roller deck, which will become the main cause of bearing peeling damage and increased noise. All ceramic bearings made of engineering ceramics can work in these environments because of their corrosion resistance, non-magnetism and insulation.
Table 1 performance of various ball bearing materials
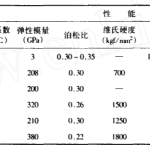
Table 1 compares the important properties of polyaldehyde plastic, bearing steel, stainless steel and ceramic materials. In addition to ordinary bearing steel materials, the conventional application fields of these materials include water, acid and alkali media, such as electroplating, photography, underwater operation, beverage industry, acid treatment plant, chemical industry. See surface engineering, pharmaceutical equipment, printing and dyeing, fishery equipment, etc. for the performance of various common ball bearing materials. In these areas, plastic or un-quenched stainless steel bearings have been used in the past. Such as bearings composed of polyamide cages, glass or stainless steel balls. However, plastic or stainless steel bearings have certain weaknesses, that is, they can only be used in low temperature and low load occasions. The ceramic bearing can bear higher load than expected. Under special working conditions, the ceramic bearing will play an irreplaceable role. Of course, ball bearings made of bearing steel are still widely used, and they still have certain advantages when used without special requirements.
The manufacturing process of ceramic bearing is – raw material – mixing – forming – sintering – rough machining – finishing – Inspection – assembly – finished product.
3.1 Preparation of ceramic bearing parts
No matter using any ceramic material to manufacture bearings, it is necessary to add a certain amount of other materials to the substrate as sintering additives, so as to change the shape of crystalline particles and generate microstructures that have a significant impact on the mechanical properties of the materials. There are many sintering methods for ceramic parts related to ceramic bearings, such as reaction sintering, hot pressing sintering, air pressure sintering, secondary reaction sintering, etc. in order to obtain completely dense blank materials, hot isostatic pressing is ideal. The process is as follows: in the preparation process, the required ceramic powder and sintering additives are mixed in a certain proportion to prepare the raw material powder, the powder is loaded into the mold according to the required amount, and then the formed green body ball is loaded into the graphite sagger for sintering under a certain temperature system to achieve complete densification.
3.2 Processing of ceramic bearing parts
3.2.1 Processing of bearing inner and outer rings
The processing of bearing inner and outer rings, such as surface and channel grinding, is generally completed by resin bonded alloy steel stone grinding wheel. Coarse grinding generally has large particle size, while fine grinding generally has small particle size. In channel grinding, a certain radius of grinding wheel is used for forming grinding. During the grinding process, a large number of materials are removed during rough grinding, and then the required accuracy is achieved through fine grinding of micro feed. Because of the high requirement of grinding precision, diamond grinding wheel needs to be trimmed continuously in a very short time.
3.2.2 Processing of ceramic balls
Ceramic balls and bearing steel balls are basically similar in grinding principle, and generally go through multiple processes such as rough grinding and fine grinding. A batch of ceramic balls are generally divided into three stages from installation to finishing machining. The first stage is the rough grinding stage. At this time, the abrasive particle size is relatively coarse. The abrasive can cut, scrape, extrude and peel the surface of the ceramic ball, continuously remove the amount of ceramic ball milling, and change the size accuracy and spherical accuracy of the ball. The second stage is the fine grinding stage. The abrasive particle size used in this stage is small, and the dimensional accuracy, spherical accuracy and surface defects after fine grinding generally meet the technical requirements close to the finished product. The third stage is the super fine grinding stage. The abrasive particle size used in this stage is smaller than that used in the second stage. The abrasive particles are in the liquid film between the ceramic ball and the grinding disc groove, and the grinding ability is very small, which gradually improves the surface roughness and waviness of the ceramic ball until it meets the requirements of the finished product.
3.2.3 Assembly of ceramic bearings
As we all know, general bearings are composed of four main parts, namely outer ring, inner ring, rolling element and cage. The selection of cage material depends on operating conditions, i.e. speed, temperature, load, corrosivity of surrounding liquid or lubricating oil, etc. The assembly of the bearing can be basically completed in two steps. The first step is to combine the inner ring, outer ring and a group of ceramic balls to ensure a certain matching relationship between them, such as ensuring that the bearing should have a certain radial clearance value or a certain tolerance value of the nominal width. The second step is to rivet the cage. Ensure that the ceramic ball is fixed in the bearing ring to make it rotate flexibly without scattering, so that the ball bearing can be installed and used in various machines. As there are many kinds of ball bearings, different types of bearings adopt different cage forms, so the bearing installation methods are also different.
The production process of ceramic bearing parts determines that it is easier to produce accidental surface material defects than steel bearing parts. The surface defects may be caused by the material itself or during the grinding process. Therefore, to ensure the quality of the finished product, different detection methods and methods need to be adopted according to the size and purpose of the parts.
4.1 Ultrasonic testing technology
Ultrasonic technology is used to detect the defects of parts and components by using the nature of ultrasonic reflection from the discontinuous surface of the material. During flaw detection, the oblique angle flaw detection method of surface wave Rayleigh wave and transverse wave is used to offset and compensate the probe from the apex of the part to be tested before fixing. Since the sound speed is determined by the density and elastic constant, the sound speed of transverse wave and surface wave shall be calculated according to the values provided by the ceramic manufacturer during detection, Surface defects are detected by surface wave and internal defects are detected by transverse wave.
4.2 Fluorescent general color detection
Although the fluorescent dye penetrant technology is simple to operate, it is very effective to inspect the surface defects of ceramic parts. Through careful operation and special detection means, very small and invisible cracks can be detected.
4.3 Optical microscope inspection
Using standard bright field or dark field brightness technology to detect bearing parts can be used as a supplement to fluorescent staining inspection. Because it is easy to distinguish large particles of impurities and fracturing defects after closure under relatively low magnification inclined illumination. In addition, because the surface roughness of fine grinding is very small, other conditions of material quality can be observed with a high-power microscope.
It can be seen from the above table that the most promising material is silicon nitride, but the oxidation fault and alumina are also noteworthy. In particular, the density, linear expansion coefficient, elastic modulus and Poisson’s ratio of the oxidation fault material are basically similar to those of bearing steel and stainless steel, while the hardness is nearly twice that of bearing steel. It has good wear resistance. Therefore, it is more suitable to manufacture balls for mixed ceramic bearings, namely ceramic balls and steel inner Bearing with outer ring assembly. In addition, in terms of cost, the price is 15~52 cheaper than silicon nitride. Therefore, when using ceramic materials to manufacture bearings, they should be selected according to their structure and use.
Because ceramic materials are inexhaustible on the earth, and have low density, low friction coefficient, high hardness, high temperature resistance, strong corrosion resistance, moderate impact toughness, and high fatigue life under low and medium contact stress, ceramic materials are the best choice for bearings working under the conditions of high precision, high speed, vacuum, low friction moment and strong wear, especially in high temperature, strong acid, strong alkali, strong magnetic It plays an irreplaceable role when working in special environments such as oil-free lubrication.
Therefore, with the needs of social progress and the high-speed development of science and technology, the diversification of the use environment and conditions of bearings makes ceramic bearings have broad application space and market prospects.
More about XZBRG Silicon Nitride Ceramic Bearings:
Full ceramic ball bearings constructed entirely of ceramic material. Inner/outer races and balls are made of either Silicon Nitride (Si3N4), Zirconium Oxide (ZrO2) or Silicon carbide (SiC). They are available as full complement (no cage) or with a cage made from PEEK or PTFE. Full ceramic bearings are for medium load and medium speed applications. It is not possible to achieve the inner and outer ring roundness that is found with precision steel bearings so full ceramic bearings have lower speed ratings.
Silicon Nitride (Si3N4) Ceramic Bearings are lightweight, strong, and wear-resistant with excellent corrosion resistance.
