Time : October 19, 2023
Abstract: A method for lapping precision ceramic bearing balls based on End Plane Grinding Lapping ( EPGL ) m ode is put forward in this paper, which make it possible to use solid abrasives easily. The kinetic analysis and simulation of EPGL m ode are made, and an experiment device is built up. Some primary experiments are carried out in order to investigate the influences of process parameters on the removal rate in processing ceramic bearing balls. It is found from kinetic analysis and the simulation that the sp in angle is changing continually during the process, as is benefit to the sphere generation and, the uniformity of lapping trace be acquired by means of EPGL. The results of experiments are discussed and analyzed, it indicates that the rotation speed of the p late and load have great effects on the removal rate of ceramic ball. Compared with the traditional V2grooves lapping mode, lapping with EPGL mode can obtain ceramic balls with high quality and much more efficient.
Key words: ultra-precise ball; lapping uniformity; fixed abrasive; removal rate
With the development of industrial technology, precision ceramic balls have been widely used, but most of them are still processed by traditional equipment for precision steel balls, making it difficult to achieve high-precision and efficient processing of ceramic balls. So researching a new precision ceramic ball grinding method has become increasingly urgent. At present, in addition to the traditional V-groove grinding method, the main precision ball processing methods include coaxial three disc grinding method, magnetic fluid grinding method, eccentric V-groove grinding method, conical disc grinding method, and so on. These methods have significantly improved quality compared to traditional grinding methods, but there is still room for improvement in processing efficiency. Using fixed abrasive for grinding is an efficient grinding technique, but due to the complexity of traditional grinding discs for bearing balls, it is difficult to use fixed abrasive for grinding bearing balls. Therefore, a new type of bearing ball grinding equipment has been proposed, making it possible to easily use fixed abrasives.
Figure 1 shows the schematic diagram of the flat grinding method. During processing, the ball on the grinding disc undergoes pure rolling while spinning in the cage hole. Because there is only minimal contact deformation between the ball and the grinding disc, it can be considered that the grinding disc performs special grinding on the ball, called “point grinding”. After spreading throughout the entire surface of the ball, a perfect grinding ball surface can be obtained.
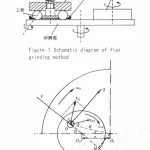
Figure 2 is a plan view of the device, defining the structural and dynamic parameters. A is the contact point between the ball and the grinding disc. Assuming no sliding at any point of contact, the spin angular velocity of the sphere can be obtained ω B and self rotation angle θ
In the equation, ω C is the rotational angular velocity of the grinding disc, ω A is the rotational angular velocity of the cage, e is the distance between the center of the cage and the center of the grinding disc, and r is the distance between the cage and the center of the ball, β It is the rotation angle of the cage. During the processing, ω A, ω C, e, and r are invariant, only β Continuously changing, so θ It also undergoes continuous changes during processing, ensuring a complete balling process.
In the traditional V-groove grinding method, the rotational angular velocity of the sphere ω B and rotation angle θ As follows
Rb is the diameter of the ball, RA is the diameter of the V-shaped groove, α It is the angle of the V-shaped groove. So θ It remains unchanged and is difficult to produce high-quality spheres.
In order to obtain high-quality spheres, a series of smooth grinding trajectories were designed during the grinding process using coordinate transformation methods. When analyzing the grinding trajectory, spherical coordinates (rb, ε 1, ε 2). Establish a spherical coordinate system based on the longitude and latitude of the Earth, ε 1 ∈ [- π, π], ε 2 ∈ [- π/2, π/2], press the spherical surface ε 1, ε 2 Expand. according to ε 1, ε 2 Divide the sphere into 10 × 10 areas, based on the area of the area, ε 1 and ε 2 is normalized, and grinding consistency is described by standard deviation. The simulation conditions are listed in Table 1. The grinding trajectories and standard deviations of 20 ball rotation cycles are calculated by computer, and all rotation angular velocities are calculated by superposition.
Table 1 Simulation Conditions
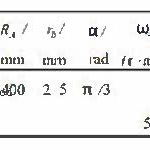
Figure 3 shows two grinding methods θ In Figure 3 (d), it is evident that the grinding trajectory is evenly distributed across the surface of the sphere, while in Figure 3 (c), only three circular bands are formed on the surface of the sphere. In Figure 3 (a), θ In the traditional V-groove grinding method, the grinding trajectory remains unchanged, so the grinding trajectory of the traditional V-groove grinding method also remains unchanged. In theory, this method cannot form a ball. In the flat grinding method, as shown in Figure 3 (b), θ By consistently maintaining changes, it is possible to achieve lower spherical deviations.
According to the above simulation, flat grinding has a uniform grinding trajectory and can also have high removal efficiency, because the flat grinding sphere uses fixed abrasives. Conduct experiments on the basis of the Nanopoli2100 precision flat grinding machine. The experimental principle is shown in Figure 1. Use # 400 Boron carbide solid grinding oilstone. The basic experimental parameters are as follows: cage diameter D=110 mm, ceramic ball diameter d=5 mm, and ceramic ball number n=4.
Figure 4 illustrates the relationship between material removal amount and grinding time of ceramic balls. Grinding disc speed ω C is 80 r/m in, and the load P is 0 6 N, with a detection time interval of 15 minutes. The removal rate is 0 one hundred and fourteen μ M/min, 0 one hundred and eight μ M/min and 0 one hundred and eighteen μ M/min. The data indicates that material removal processing is still relatively stable.
At the same load P=0 The effect of grinding disc speed on the removal rate of ceramic balls at 6 N is shown in Figure 5. The grinding disc speed ranges from 40 r/m in to 120 r/m in, and the processing time is 30 m in. The results showed that the higher the grinding disc speed, the higher the removal rate of ceramic balls.
Figure 6 shows the effect of load on the removal rate of ceramic balls. The grinding disc speed is 120 r/m in, and two types of loads P1=0 were used in the experiment 6 N and P2=1 2 N. The processing time is also 30 minutes. From Figure 6, it can be seen that as the load increases, the removal rate of ceramic balls rapidly increases.
After adopting a new grinding method, a high removal rate (10%) can be easily achieved μ M/h), while the traditional grinding method only has a removal rate of 1% μ M/h or even lower. From preliminary experiments, it can be concluded that the flat grinding method has much higher efficiency than traditional grinding methods.
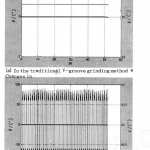

Figure 3 Two Grinding Methods θ Changes and contact trajectories of

The following conclusions can be drawn from this article:
More about XZBRG Full Ceramic Angular Contact Ball Bearings:
Full ceramic ball bearings constructed entirely of ceramic material. Inner/outer races and balls are made of either Silicon Nitride (Si3N4), Zirconium Oxide (ZrO2) or Silicon carbide (SiC). They are available as full complement (no cage) or with a cage made from PEEK or PTFE. Full ceramic bearings are for medium load and medium speed applications. It is not possible to achieve the inner and outer ring roundness that is found with precision steel bearings so full ceramic bearings have lower speed ratings.
